
Продукция




-

Полуавтоматическая линия подачи, печати, просечки, высечки и укладки картона
-

Крупногабаритная линия подачи, печати, просечки, высечки и укладки картона
-

Линия для производства гофрокоробов – секция прорезки пазов
-

Линия для производства гофрокоробов – секция подачи
-

Интеллектуальная автоматическая линия подачи, печати и склейки картона
-

Интеллектуальная автоматическая линия подачи, печати, склейки (сшивания) картона
-

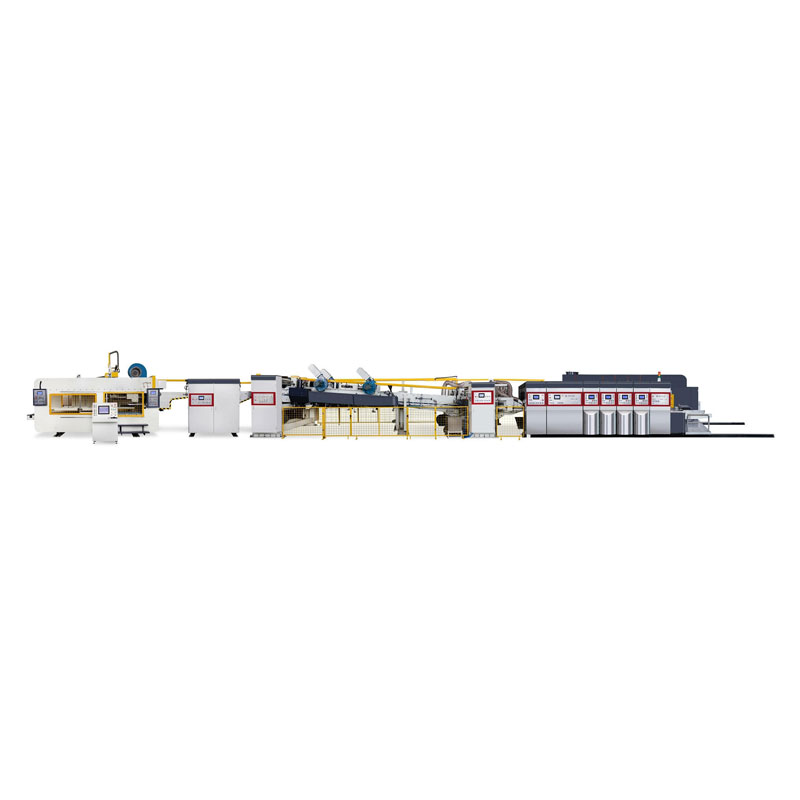
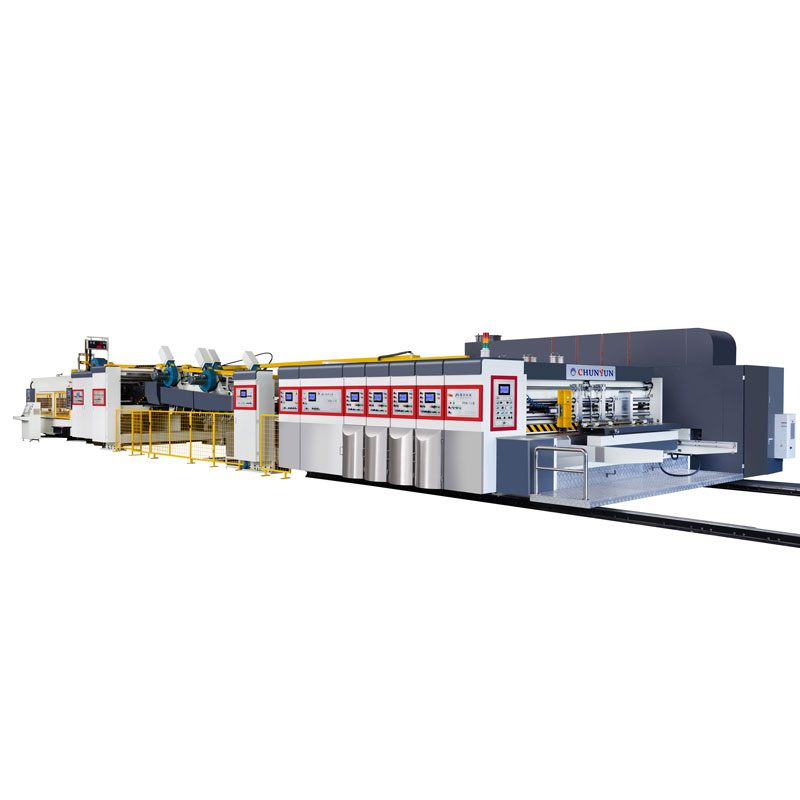
Линия для производства гофрокоробов – печатная секция

Линия для производства гофрокоробов – секция высечки
Вал ножевой формы из высококачественной стали, поверхность шлифованная, с твёрдохромированным покрытием. Динамическая балансировка для повышения устойчивости вращения.
Описание
маркер
Описание продукта
Независимый сервопривод секции высечки (одна группа)
4.1 Вал ножевой формы (нижний вал)
Вал ножевой формы из высококачественной стали, поверхность шлифованная, с твёрдохромированным покрытием.
Динамическая балансировка для повышения устойчивости вращения.
Шаг отверстий под крепёжные винты ножевой формы: осевой 50 мм, радиальный 20 делений, нанесена центральная линия.
Применяемая высота биговки: 22,60 мм.
Толщина деревянной формы: 13 мм.
4.2 Вал с резиновым покрытием (верхний вал)
Вал с резиновым покрытием из высококачественной стали, поверхность шлифованная, с твёрдохромированным покрытием.
Динамическая балансировка для повышения устойчивости вращения.
Толщина резинового покрытия 10 мм, ширина 252 мм.
Механическая спиральная реверсивная конструкция поперечного перемещения вала с резиновым покрытием на 50 мм.
Регулировка зазора между валом с резиновым покрытием и валом ножевой формы – электроприводом, диапазон регулировки 0–16 мм.
4.3 Зазор направляющего вала бумаги регулируется компьютерным и электрическим цифровым управлением
4.4 Устройство фазовой синхронизации
Конструкция планетарной зубчатой передачи.
Регулировка фазы высечки осуществляется серводвигателем.
Поперечная фаза управляется компьютерной и электрической цифровой системой, диапазон регулировки ±10 мм.
4.5 Компенсация вала с резиновым покрытием осуществляется независимым мотором, управляющим скоростью вала с резиновым покрытием, диапазон компенсации ±3,5 мм
4.6 Вал с резиновым покрытием оснащён резцовой структурой для обрезки и выравнивания, обеспечивающей ровность резинового покрытия (опционально также доступна шлифовальная структура выравнивания)
4.7 Данная секция высечки оснащена опциональным независимым сервоприводом, который устраняет вибрацию при высечке картона, которая могла бы повлиять на точность печати.
связаться с нами
Сопутствующие популярные продукты
Интеллектуальная автоматическая линия подачи, печати, склейки (сшивания) картона
Данное оборудование представляет собой центральный интегрированный интеллектуальный производственный комплекс в индустрии гофротарной упаковки.
Полуавтоматическая линия подачи, печати, просечки, высечки и укладки картона
Данный станок представляет собой экономичную флагманскую модель, разработанную специально для малых и средних заводов по производству картонной упаковки.
Линия для производства гофрокоробов – секция подачи
Четырёхосная безнажимная подача с фронтальным краем, пять независимых сервоприводов; Возможность непрерывной или прерывистой подачи (с счётчиком).
Линия для производства гофрокоробов – секция прорезки пазов
Двухножевая прорезка пазов на одном валу. Регулировка высоты ящика выполнена по конструкции с внутренним зубчатым зацеплением, что исключает загрязнение маслом гофрированного картона.
Линия для производства гофрокоробов – печатная секция
Печатный вал из высококачественной стали, поверхность шлифованная, с твёрдохромированным покрытием; Динамическая балансировка, устойчивое вращение.
Интеллектуальная автоматическая линия подачи, печати и склейки картона
Данная комплексная линия ориентирована на потребности крупных и средних заводов по производству картонной упаковки в организации производства замкнутого цикла.
Крупногабаритная линия подачи, печати, просечки, высечки и укладки картона
Данная крупногабаритная модель разработана специально для тяжелой гофротарной упаковки сверхбольших размеров и стала незаменимым оборудованием для производства крупногабаритной тары.



